

Atenção
Fechar
Como se viu, as impurezas normais são o fósforo, o enxofre, o manganês, o silício e o alumínio. A maior parte delas reage entre si ou com outros elementos não-metálicos como o oxigênio e, eventualmente, o nitrogênio, formando as chamadas “inclusões não metálicas”. A formação dessas inclusões se dá, em grande parte, na fase final de desoxidação os aços.
Devido à tendência de se produzirem aços com propriedades cada vez melhores, em face das condições de sua aplicação se tornarem cada vez mais severas, o estudo do efeito das inclusões nessas propriedades e o aperfeiçoamento das condições de fabricação, têm concentrado, nos últimos anos, a atenção dos estudiosos na matéria.
Na realidade, algumas das inclusões podem até mesmo serem consideradas necessárias ou benéficas devido ao efeito de certo modo positivo que pode acarretar. Mesmo assim, e principalmente quando as condições de serviço provocam o aparecimento de esforços cíclicos e alternados, alguns tipos de inclusões podem ser prejudiciais, sobretudo quando sua quantidade, forma e dimensões estão além do que se considera aceitável.
Dentre as impurezas, o fósforo foi considerado, por muito tempo, um elemento exclusivamente nocivo, devido à fragilidade a frio que confere aos aços, sobretudo nos aços duros, de alto carbono e quando seu teor ultrapassa certos limites. Pos essa razão, as especificações são rigorosas a respeito. Certas especificações restringem as porcentagens máximas admissíveis aos valores abaixo, conforme as aplicações consideradas.
| Trilhos | eixos | estrutura de pontes | estrutura de construção e barras de concreto armado |
| 0,04% | 0,05% | 0,06% | 0,10% |
Nos aços-liga, o fósforo é especificado com 0,04% no máximo em alguns casos e em outros, 0,025% máximo. Não possui esse elemento tendência a formar carbonetos, mas dissolve-se na ferrita, endurecendo-a e aumentando o tamanho de grão do material, ocasionando a “fragilidade a frio”, representada por baixa resistência ao choque ou baixa tenacidade. Essa influência é tanto mais séria, quanto mais alto o teor de carbono do aço.
Por outro lado, o fósforo apresenta alguns aspectos favoráveis, pois ao aumentar a dureza do aço, aumenta igualmente sua resistência à tração, fato esse que pode ser aproveitado nos aços de baixo carbono onde seu efeito nocivo é menor, juntamente com outros elementos como cobre, níquel e cromo em baixos teores. Além disso, o fósforo melhora a resistência à corrosão e a usinabilidade dos aços, principalmente neste último caso, quando adicionado juntamente com o enxofre.
O fósforo de se caracteriza por ser um tanto incompatível com o carbono, ou seja, ele tende a expulsar o carbono da austenita, de modo que, quando no resfriamento se ultrapassa a linha Ar, as áreas originalmente ricas em fósforo ficam praticamente constituídas somente de ferrita, com ausência quase que completa de perlita (104) . A figura 106 mostra a estrutura que resulta desse fenômeno – denominado textura “ghost lines” – caracterizada, como se vê, por estrias constituídas quase que exclusivamente de ferrita, devido à presença de fósforo, agrupando-se a perlita, por seu turno, nas beiradas dessas faixas.
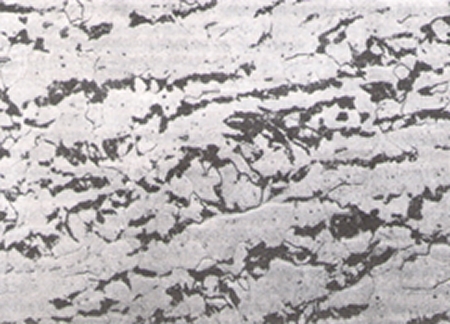
Fig. 106 – Aspecto micrográfico de aço doce forjado mostrando a textura chamada “ghost lines”. Ataque: reativo de nital. Aumento: 100 vezes.
Um alto teor de fósforo pode acarretar a presença de um eutético fosforoso. A figura 107 reproduz o aspecto micrográfico de aço meio doce moldado com fósforo elevado. O fenômeno que ocorre quando o fósforo se situa em torno de 0,4% é nocivo, pois o eutético fosforoso funde à temperatura pouco acima de 1000°C, o que pode ocasionar a ruptura ou esboroamento do aço se este for deformado a quente. Como, entretanto, teores altos de fósforo nos aços não são comuns, as estruturas do tipo apresentado na figura 107 são relativamente raras.
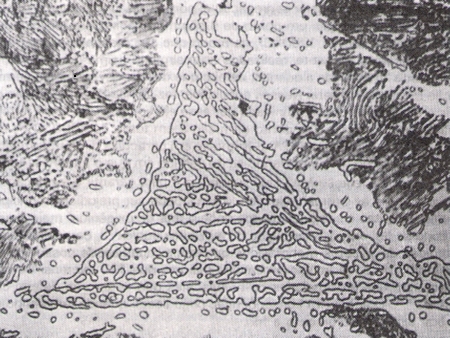
Fig. 107 – Aspecto micrográfico de aço meio doce moldado com alto teor de fósforo notado pela presença de um eutético fosforoso, existente quando o teor de fósforo se situa em torno de 0,4%.
Nota-se no eutético inclusão de MnS. Ataque: reativo de nital. Aumento: 700 vezes.
Quanto os outros elementos, enxofre, manganês, silício e alumínio, ele são os principais responsáveis pela formação de inclusões não-metálicas.
Estas, de acordo com sua origem, podem ser classificadas em dois grupos principais:
- “endógenas”, as quais são devidas a reações que se desenrolam durante a elaboração do aço ou durante sua solidificação e geradas pela precipitação do enxofre e do oxigênio sob a forma de sulfetos, óxidos, silicatos e aluminatos;
- “exógenas”, derivadas de fontes externas, como de escórias, corrosão ou erosão dos refratários das paredes do forno e canais de vazamento, metais e ligas de dissolução difícil no banho metálico, etc. Essas inclusões exógenas são geralmente constituídas de silicatos, aluminatos e óxidos vários e se caracterizam por dimensões maiores, forma irregular e constituição complexa.
É importante assinalar que o comportamento das inclusões sob o ponto de vista de deformabilidade, quando o aço é sujeito à conformação mecânica, pode alterar o seu característico de maior ou menor nocividade.
De fato, de início as inclusões podem ser imaginadas como partículas esféricas ou globulares de pequenas dimensões. No processo de conformação mecânica, algumas delas se alongam na direção da laminação, por exemplo, enquanto outras se mantêm intactas ou se fragmentam em partículas menores.
Silicatos e sulfetos, por exemplo, formam estrias alongadas. Contudo, ao passo que as estrias de sulfetos têm extremidades com raios apreciáveis, as de silicato apresentam nas extremidades arestas vivas, mais favoráveis à concentração de tensões e iniciação de micro-fissuras.
Alumínio, por outro lado, fragmenta-se em partículas diminutas, com menor prejuízo para o aço.
Como já se mencionou, as inclusões nos aços são de várias naturezas e são devidas a uma série de causas, todas elas ligadas a reações que ocorrem no aço líquido, durante seu processo de fabricação.
As causas mais importantes são:
- precipitação, durante o processo de solidificação do aço, de óxidos e sulfetos cuja solubilidade no aço líquido ou sólido diminui à medida que cai a temperatura;
- separação deficiente dos produtos de oxidação e de sulfuração resultantes da adição de desoxidantes e desulfurantes;
- formação de escórias nos fornos e nas panelas de vazamento;
- arrastamento para o metal líquido de produtos de erosão e corrosão do material refratário das paredes dos fornos ou dos canais de vazamento;
- adição de produtos como ferro-ligas ou aditivos de fundição, mais difíceis de se dissolverem no banho metálico.
Em resumo, as inclusões formadas em função desses vários fenômenos químicos e mecânicos correspondem a compostos químicos como óxidos diversos, sulfetos, silicatos e aluminatos.
A quantidade de inclusões é muito grande; admite-se que uma tonelada de aço-carbono comum possua cerca de 10(12) e 10(13) inclusões somente de óxidos, sendo que a maior quantidade, cerca de 98%, tem dimensões inferiores a 02 micron. Desse modo, somente 1 a 2 % são visíveis ao microscópio. As inclusões de sulfetos são, em quantidade, da mesma ordem de grandeza.
No caso de “aços efervescentes”, as inclusões de óxidos podem atingir dimensões superiores a 30 microns na camada superficial do aço. Esses óxidos são principalmente FeO, MnO, Al2O3, e SiO2 e o seu agrupamento junto à superfície pode provocar defeitos superficiais nos laminados a frio.
Outros tipos de inclusões nos aços efervescentes são os sulfetos FeS e MnS que se localizam nas regiões de maior segregação e, portanto, são igualmente prejudiciais.
O sulfeto de ferro possui um ponto de fusão muito baixo, em relação ao do aço (o FeS solidifica em torno de 1000°C), de modo que sua presença nos processos de conformação mecânica a quente, realizados normalmente acima de 1000°C, confere ao aço a chamada “fragilidade a quente”, defeito que deve ser evitado para permitir uma conformação mecânica correta. Nessas condições, faz-se necessária a adição do manganês, pois o enxofre tem maior afinidade por esse elemento do que pelo ferro e o sulfeto de manganês formado, cujo ponto de fusão é em torno de 1600°C (103), elimina a fragilidade a quente. Além disso, o MnS forma-se em partículas diminutas, relativamente plásticas, deformando-se e amoldando-se no sentido em que o material é trabalhado.
Sugere-se que a relação Mn/S seja superior a 4 para garantir a formação de MnS.
Contudo, como as outras inclusões, o MnS pode ser prejudicial, principalmente nos aços efervescentes e semi-acalmados onde o teor de oxigênio é mais elevado que o normal. Pode-se ter, então, a formação de inclusões duplex, caracterizadas por serem constituídas de silicatos monofásicos ou óxidos multifásicos possuído uma camada de sulfeto que pode atingir dimensões maiores que 100 microns. Se tais inclusões se formarem nas proximidades de bolhas, elas dão origem ao defeito chamado “pontos pretos”. O aço é, em conseqüência, prejudicado quando submetido à operação de dobramento e estiramento a frio.
A substituição do silício pelo alumínio na fase de desoxidação reduz o efeito nocivo dos pontos pretos, pois seu número e dimensões ficam diminuídos.
De qualquer modo, pela ação relativamente prejudicial do enxofre, procura-se mantê-lo até 0,05% ou pouco mais nos aços-carbono comuns e até 0,025% nos aços-lia especiais.
Excetua-se o caso dos aços de usinagem fácil, ode a presença de MnS em quantidades maiores – exigindo pois maiores porcentagens de enxofre e manganês nesses aços, interrompem a continuidade da matriz ferrítica que, como se sabe, é muito plástica; obtém-se, assim, condições de usinagem mais rápida, com menor potência e melhor acabamento superficial.
O efeito do enxofre sobre as propriedades mecânicas do aço é mínimo, quando o teor de carbono é muito baixo, tornando-se mais sensível, no sentido negativo, quando aumenta a quantidade de carbono. As propriedades mais afetadas são a resistência à tração, a ductilidade e a tenacidade. Cumpre ressaltar, entretanto, que até o limite de 0,1% de enxofre, essa influência não é tão pronunciada como às vezes se admite.
O manganês, além de atuar como agente desulfurante, atua do mesmo modo que o silício e o alumínio, como elemento desoxidante. De fato, o manganês, ao reagir com o oxigênio, forma o composto sólido MnO, de preferência ao CO ou CO2, evitando assim o desprendimento de bolhas. O MnO não exerce influência de maior vulto.
O manganês que não se combinou com o enxofre ou com o oxigênio pode atuar de duas maneiras: quando o teor de carbono é baixo, ele se dissolve na ferrita, aumentando sua dureza e resistência mecânica: com teor de carbono mais elevado, admite-se que se forme o composto Mn3C que se associaria co o Fe3C, aumentando ainda mais a dureza e a resistência do aço. Normalmente, o manganês é especificado em teores que variam de 0,23% a 0,9%, podendo em certos casos (aços de usinagem fácil) apresentar valores mais elevados. Em teores acima de 1%, portanto, já deve ser considerada sua influência no sentido de conferir aos aços características especiais.
O silício, responsável pela formação de silicatos, varia nos aços comuns de 0,05 a 0,3%. Dissolve-se na ferrita do mesmo modo que o fósforo, sem, contudo, afetar apreciavelmente a sua ductilidade, embora aumente ligeiramente a sua dureza e a sua resistência mecânica. A função principal do silício é a de agente desoxidante, isto é, quando adicionado ao aço líquido combina-se com o oxigênio, originando compostos sólidos e evitando a combinação do oxigênio com o carbono, o que provocaria o desprendimento de CO ou CO2 com a resultante formação de bolhas. Entretanto, não se deve esquecer a ação das inclusões de silicatos.
O alumínio, adicionado em princípio como desoxidante, age nesse sentido mas eficientemente que o silício e o manganês, formando com o oxigênio inclusões em partículas diminutas, com menor efeito nocivo para o aço. O alumínio atua, ainda, como elemento controlador do crescimento de grãos nos aços.
O "hidrogênio", de um modo geral, aparece em teores de 0,001 a 0,0001%. A sua presença produz certa fragilidade no material.
O "nitrogênio", que se dissolve na ferrita, produz nos aços de baixo carbono o fenômeno de endurecimento por precipitação, visto que sua solubilidade na ferrita é, à temperatura ambiente, de somente 0,001% aumentando a pouco mais de 0,02% a 425°C. Desse modo, quando seu teor estiver acima de 0,01% poderá causar aquele fenômeno. Esse elemento, precipitado em tais aços, sob certas condições, pode ser notado ao microscópio como agulhas de nitreto de ferro.
O "oxigênio" forma uma variedade de óxidos líquidos ou gasosos, quando o aço está fundido. Quando o aço solidifica, alguns desses óxidos permanecem na forma de bolhas; outros, isolados ou combinados com outros óxidos formam compostos resultando, como já se viu, em inclusões não-metálicas.
Um outro elemento que pode estar presente nos aços é o "estanho", devido ao emprego de sucata estanhada. O estanho pode tornar suscetível à fragilidade a quente e à fragilidade de revenido.
Outros elementos residuais que podem ser encontrados nos aços são certos elementos de liga existentes nas matérias primas empregadas na fabricação do aço. Então nesse caso, o titânio, o vanádio o zircônio, o cromo e o cobre. Como elementos residuais, pouco afetam, isoladamente, as propriedades daquelas ligas. Contudo, como a maioria desses elementos aumenta a endurecibilidade dos aços, seu efeito adicionado pode ter conseqüências indesejáveis, principalmente quando a ductilidade é fator crítico, como em aplicações de estampagem profunda. Por isso, os fabricantes de aço devem ter o cuidado de reduzir ao mínimo a quantidade desses elementos nos aços comuns, mediante uma seleção cuidadosa da sucata utilizada.
Para concluir, no que se refere a impurezas e inclusões não-metálicas, pode-se tirar as seguintes conclusões:
- o enxofre, o fósforo, o oxigênio, o hidrogênio são elementos considerados indesejáveis sob o ponto de vista de qualidade de aço: o fósforo pela sua ação como elemento que pode acarretar a "fragilidade a frio"; o enxofre pelos sulfetos que forma, sobretudo o de ferro que pode acarretar a "fragilidade a quente"; o oxigênio, pelas inclusões que forma e o hidrogênio pela fragilidade que pode conferir ao aço. Esses elementos não podem ser totalmente eliminados, nas condições normais de fabricação dos produtos siderúrgicos, mas devem ser mantidos dentro de faixas de teor que não ultrapassem os limites de influência prejudicial àqueles produtos;
- o manganês, o silício e o alumínio, os três agindo como desoxidantes e manganês também como desulfurante são elementos de um lado benéficos, mas de outro lado prejudiciais pelas inclusões que formam de sulfetos, silicatos e aluminatos;
- o conceito "aço limpo", ou seja, isento de inclusões é relativo, porque, sob o ponto de vista técnico é impossível um aço totalmente isento de inclusões; além disso, algumas delas - as micro-inclusões - são em geral necessárias. o importante é a identificação dessas inclusões sob os pontos de vista de composição, quantidade e dimensões e otimizar os processos de fabricação dos produtos siderúrgicos, de modo a que elas afetem o menos possível as propriedades básicas daqueles produtos. As inclusões mais prejudiciais são as macro-inclusões: freqüentemente utiliza-se como fronteira que separa as micro das macro-inclusões a dimensão de inclusão de 5 a 100 microns.
- outro fator importante a considerar é a deformabilidade das inclusões: os óxidos FeO, MnO e (Fe,MnO) apresentam alta deformabilidade à temperatura ambiente e perdem gradualmente esse característico na faixa de temperaturas de 400° a 800°C; o Al2O3 e aluminatos de cálcio são indeformáveis em toda a faixa de temperaturas de fabricação do aço, assim como os óxidos duplos tipos “spinel” (de alumínio e magnésio, por exemplo); os silicatos são indeformáveis à temperatura ambiente, mas dependendo de sua composição, tornam-se altamente deformáveis na faixa de 800 a 1300 graus C, a qual corresponde à da maioria das operações de conformação mecânica dos aços. Por esse motivo, essas inclusões são de grande importância para as propriedades finais desses produtos; o MnS é altamente deformável até temperaturas em torno de 1000 graus C a partir da qual sua deformabilidade diminui gradualmente.
- finalmente, a necessidade mundial crescente de aços de melhor qualidade envolve uma série de providências por parte dos produtores, as quais devem abranger todo o ciclo de produção do aço, desde as práticas do refino do aço líquido até sua transferência aos moldes. Entre as técnicas que estão sendo adotadas para reduzir o efeito prejudicial das inclusões não-metálicas pode-se citar as seguintes: tratamento a vácuo do aço na panela, de modo a minimizar os seus níveis de oxidação; a injeção na panela, prática relativamente recente,a qual, se realizada sob condições de perfeito controle, pode significar uma importante contribuição no que se refere à remoção do enxofre, modificação das inclusões endógenas e redução do volume total de inclusões; seleção correta dos revestimentos refratários de modo a reduzir as inclusões exógenas; prevenção para impedir a transferência de escórias do forno e da panela às fases subseqüentes do processamento do aço; projeto adequado das panelas intermediárias, incluindo o seu revestimento e assim em seguida. É claro que todas essas práticas significam um aumento de custo de produção, fato esse sem dúvida compensado pela melhor qualidade do aço produzido.