

Atenção
Fechar
O fator metalúrgico predominante é, obviamente, a dureza. Geralmente, valores altos para a dureza significam dificuldades de usinagem, ao passo que valores médios e baixos associam-se com boas propriedades de usinabilidade. A rigor, entretanto, as medidas de dureza não servem, de um modo absoluto, como guia para determinação de verdadeira usinabilidade do material, devido ao fato de que, antes do cavaco ser retirado ou separado inteiramente da peça, ocorre um certo encruamento do material sob a ação da ferramenta de corte. Além disso, dureza muito baixa pode, de certo modo, significar menores facilidades de usinagem. De fato, como a ação da usinagem consiste no arrancamento de partículas do metal, se este for muito dúctil, será muito plástico – como é o caso do constituinte ferrita em aço – e o material tende a aderir, em vez de ser arrancado, à ferramenta de corte.
O segundo fator metalúrgico a ser considerado – e o que de fato melhor caracteriza a usinabilidade – e a microestrutura. Sem alterar, por exemplo, a composição química de um aço, mas simplesmente provocando uma modificação na sua microestrutura, pode-se facilmente obter melhor usinabilidade. Aços de carbono muito baixo -0,15% ou menos- são melhor usinados, quando normalizados, em vez de recozidos ou quando encruados.
O efeito da microestrutura da usinabilidade dos aços pode ser resumido da seguinte maneira:
a) os aços de carbono muito baixo (até 0,20%) são mais economicamente usinados no estado simplesmente laminado; entretanto, são melhor usinados no estado encruado, desde que, neste último caso, as tensões internas do encruamento tenham sido aliviadas; além da dureza mais elevada provocada pelo encruamento, um tamanho de grão ferrítico pequeno melhora a usinabilidade;
b) os aços de carbono entre 0,20% e 0,30% mostram melhor usinabilidade quando apresentam estrutura perlítica, em secções acima de 75 mm de diâmetro, obtida por simples laminação; abaixo de 75 mm, a melhor estrutura é a normalizada;
c) os aços de médio carbono (0,30% a 0,40%) devem apresentar estrutura perlítica grosseira, com um mínimo de ferrita obtida por recozimento;
d) os aços de médio e alto carbono (0,40% a 0,60%) apresentam melhor usinabilidade com estrutura perlítica lamelar e esferoidita grosseira;
e) aços de alto carbono (acima de 0,60%) apresentam melhor usinabilidade com estrutura esferoidita, de grosseira a fina;
f) aços de tamanho de grão austenítico pequeno (inferior a 5 na escala ASTM), são mais difíceis de usinar que outros de maior tamanho de grão, desde que outras condições sejam idênticas; entretanto, para acabamento fino, esses aços de granulação fina são melhores.
g) a introdução controlada de inclusões não metálicas melhora apreciavelmente a usinabilidade; tais aços são, na realidade, os mais importantes sob o ponto de vista da usinabilidade. Constituem eles os chamados “aços de usinagem fácil”, objeto do presente Capítulo;
h) a introdução controlada de metais moles – chumbo e bismuto – igualmente melhora apreciavelmente a usinabilidade dos aços.
As figuras 131, 132 e 133 exemplificam o efeito da estrutura dos aços sobre a sua usinabilidade.
As figuras 131 e 132 mostram que, no torneamento de um aço SAE 4140, a máxima vida da ferramenta corresponde ao estado recozido ou normalizado desse aço e o desgaste da ferramenta aumenta com o aumento da dureza, de modo que o máximo desgaste se verifica com a dureza mais elevada do aço.
A figura 133 comprova que a estrutura coalescida do aço SAE 5160 possibilita a usinagem com menor desgaste da ferramenta, em comparação com o estado recozido, em que a estrutura é perlítica de dureza mais elevada.
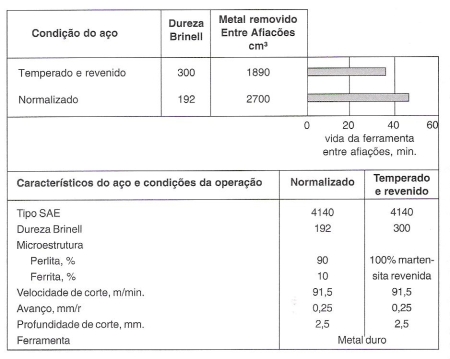
Fig. 131 – Efeito da estrutura sobre a usinabilidade de aço SAE 4140.
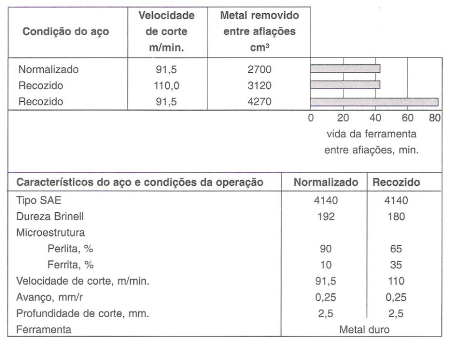
Fig. 132 – Efeito da estrutura sobre a usinabildade de aço SAE 4140.
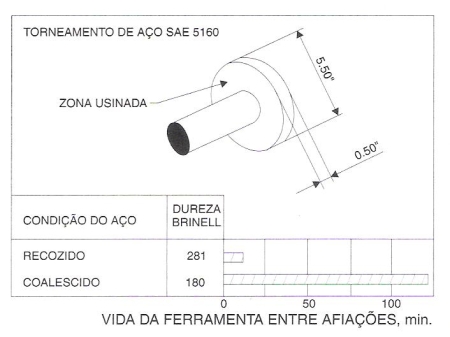
Fig. 133 – Efeito da estrutura sobre a usinabilidade de aço SAE 5160.