

Atenção
Fechar
Os aços para molas são de certo modo semelhantes aos aços comerciais comuns, com a diferença de que geralmente apresentam maiores teores de carbono e manganês e requerem muito maior cuidado e maior número de operações para a sua fabricação.
Os principais fatores na sua seleção são os seguintes:
- composição química;
- propriedades mecânicas;
- qualidade superficial;
- disponibilidade;
- custo.
Das propriedades mecânicas, as mais críticas dizem respeito aos limites de elasticidades e de fadiga, que devem ser muito elevados. O primeiro é conseguido mediante bem estudados e cuidadosos tratamentos mecânicos e térmicos e o segundo também pela obtenção de uma superfície perfeita, tanto quanto possível isenta de irregularidades, tais como descarbonetação superficial, marcas de ferramentas, riscos de matrizes de trefilação, pequenas fissuras, etc.
A melhor condição tem-se em arames que, antes de serem enrolados, são retificados de modo a eliminar toda e qualquer falha superficial. Tal procedimento, entretanto, só se justifica para aplicações especiais, devido ao elevado custo da operação de retificação.
Dentre os defeitos superficiais mencionados, a descarbonetação apresenta o inconveniente de aumentar à tendência da mola a adquirir uma deformação permanente, além de reduzir o limite de fadiga.
O limite de fadiga das molas é melhorado pela operação de “jacto-percussão”, a qual cria uma pré-tensão de compressão na superfície. Essa operação pode ser aplicada em arames de 1,6 mm de diâmetro ou mais. As molas enroladas a frio, quando expostas a esse tratamento, devem ser submetidas a um tratamento de alívio de tensões, para readquirirem o escoamento que as deve caracterizar. A temperatura é de 230 graus C e não superior.
A figura 130 mostra os resultados que a operação de “jacto-percussão” pode causar na resistência à fadiga de molas. A tensão do dobramento aplica-se a molas semi-elípticas e a molas de torção; as tensões de torção aplicam-se a molas de compressão e de extensão.
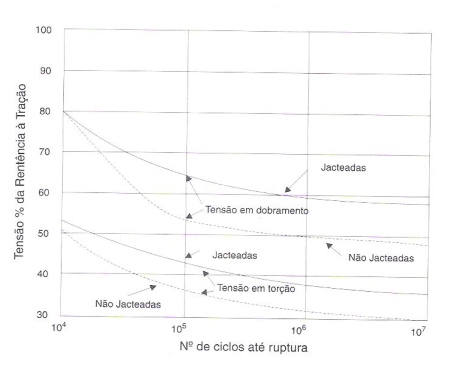
Fig. 130 – Curvas de fadiga para fios de mola de aço, jacteados e não jacteados por percussão.
Às vezes, as molas são revestidas de cádmio por eletro-deposição, de modo a adquirirem resistência à corrosão e à abrasão. O aumento de fragilidade que pode aparecer nas operações de eletrodeposição, devido a uma possível absorção de hidrogênio, pode ser eliminado pelo aquecimento das molas revestidas a temperaturas entre 175 e 205 graus C, durante 1 a 3 horas, 15 minutos depois da eletrodeposição.
Para a maioria das aplicações, em condições normais de serviço e à temperatura ambiente, os aços de alto carbono são satisfatórios, devendo-se salientar o tipo chamado “fio de música” ou “corda de piano”, que constitui um dos aços mais finos que se conhece.
Para condições mais severas de serviço, em que se exige principalmente maiores valores de resistência à tração e de elasticidade, além de melhor comportamento a temperaturas mais elevadas, recorre-se aos aços-liga de baixo teor em liga, entre os quais os mais importantes são: Cr-V (tipo SAE 6150) e o Si-Mn (tipo SAE 9260).
Em alguns casos (e um deles já foi mencionado acima) para determinados tipos de molas, como molas de compressão, enroladas a frio ou conformadas a frio, a partir de aço de alto carbono pré-temperado, devem ser sempre submetidas a um alívio de tensões para remover as tensões que se originam no enrolamento, sobretudo quando se trata de molas fabricadas a partir de aço “fio de música” ou “fio estirado duro”. Essas propriedades melhoram pelo aquecimento numa faixa de 230 a 260 graus C.
As propriedades das molas não são melhoradas por alívio de tensões durante mais do que 30 minutos.
A Tabela 62 indica as temperaturas consideradas ótimas para alívio de tensões de fios de aço para molas.
Tabela 62 – Temperaturas ótimas para alívio de tensão de fio de aço para mola
|
Aço |
°C |
|
Fio de música |
230-236 |
|
Fio trefilado duro |
230-290 |
|
Fio temperado e revenido |
230-400 |
|
Fio de mola de válvula |
315-145 |
|
Fio Cr-V |
315-370 |
|
Fio Cr-Si |
425-455 |
|
Essas temperaturas só se aplicam para aliviar as tensões após a conformação e não são válidas para aliviar tensões após o jacto-percussão. O tratamento é baseado num tempo de 30 min. à temperatura. |
|